Prucha Reissues Prewar Specs One-Piece Flange
By Jaroslav Prucha, with help from Martin Mikulas with Donald Nitchie
JI am enchanted, probably like all banjo aficionados in the bluegrass community, by the appeal of vintage instruments, and predominantly by those made in the Gibson Kalamazoo Factory in the prewar years. While visiting the legendary Jim Mills’s showroom during IBMA back in 2013, Jim showed me a prewar one-piece flange in excellent condition, which happened to be in his collection at the time. Jim pulled it out of the display case; I gave it a brief survey, and knew right away that purchasing it was a must, even though it was not inexpensive. ‘This will be the next banjo part we will produce!’ I remember thinking. I was standing there holding a beautiful, 80-year-old flange - made by the Doehler Die-Casting Company. That moment was probably the ultimate impetus for me, as I had been considering a possibility of onepiece flange production before; and not only because we couldn’t rely on the production of our previous flange supplier for many reasons. Of course, we had been considering the possibility of finding another available product in the market; we tested a couple of flanges from several producers, but we turned that idea down because of our high insistence on quality. So the toughest decision was still before me.
 Production of a banjo flange mold and the die-casting process itself require a huge investment. The mold costs tens of thousands dollars and you can’t count on the return of your investment for at least ten years! Finally, after returning home, we were trying to find corporate agreement (which means family agreement...) on weather we’d be able to handle such an investment. Either because of a desire to beat the challenge or an abrupt brain blackout that suppressed realistic thinking, I ended up deciding to go for the flange production. And then it started for real. Endless and patient work while measuring the original prewar flange and producing the mold. Many sleepless nights spent with the flange samples. Unending measuring, comparing, disassembling old prewar banjos, examining the tiniest details, and examining prints or imprints which can reveal secrets about manufacturing methods, casting processes, finishing or plating during the prewar years. Every piece of knowledge we would need later on during the nickel plating tests— meaning the method, direction of polishing, etc. Measuring and comparing my samples to flanges available on the market today. Tracing deviations and differences from the prewar pieces. Flanges, disassembled banjos lying everywhere, in my workshop, at home in our dining room, living room…God, I was in Paradise, but my family hated me!
Production of a banjo flange mold and the die-casting process itself require a huge investment. The mold costs tens of thousands dollars and you can’t count on the return of your investment for at least ten years! Finally, after returning home, we were trying to find corporate agreement (which means family agreement...) on weather we’d be able to handle such an investment. Either because of a desire to beat the challenge or an abrupt brain blackout that suppressed realistic thinking, I ended up deciding to go for the flange production. And then it started for real. Endless and patient work while measuring the original prewar flange and producing the mold. Many sleepless nights spent with the flange samples. Unending measuring, comparing, disassembling old prewar banjos, examining the tiniest details, and examining prints or imprints which can reveal secrets about manufacturing methods, casting processes, finishing or plating during the prewar years. Every piece of knowledge we would need later on during the nickel plating tests— meaning the method, direction of polishing, etc. Measuring and comparing my samples to flanges available on the market today. Tracing deviations and differences from the prewar pieces. Flanges, disassembled banjos lying everywhere, in my workshop, at home in our dining room, living room…God, I was in Paradise, but my family hated me!
 The first step was making a rough blueprint of the flange and contacting the several companies capable off making the zinc alloy molds in the Czech Republic. I ended up with the time-tested and also the most expensive company that produces molds for the Czech automobile plant Skoda. We had to create exact 3D software models according to precise measures taken from the prewar flange. My goal was to create a new flange—an exact copy of the flange from the 30’s of the last century. It had to be the best prewar reissue flange on the market ever. A flange that would be always available for the customers who require periodic supply of constant top quality parts as well as our other banjo parts that we make. I had to study available materials and samples which could be compared to the surviving blueprint from the prewar era (from 1928–29) because even the original flange or rather the mold underwent several changes. I was trying to take into account later findings about the fact that the first generation of prewar one-piece flanges tended to pull, break or warp. It led me to analysis of different metal compositions of the zinc alloy called zamak.
The first step was making a rough blueprint of the flange and contacting the several companies capable off making the zinc alloy molds in the Czech Republic. I ended up with the time-tested and also the most expensive company that produces molds for the Czech automobile plant Skoda. We had to create exact 3D software models according to precise measures taken from the prewar flange. My goal was to create a new flange—an exact copy of the flange from the 30’s of the last century. It had to be the best prewar reissue flange on the market ever. A flange that would be always available for the customers who require periodic supply of constant top quality parts as well as our other banjo parts that we make. I had to study available materials and samples which could be compared to the surviving blueprint from the prewar era (from 1928–29) because even the original flange or rather the mold underwent several changes. I was trying to take into account later findings about the fact that the first generation of prewar one-piece flanges tended to pull, break or warp. It led me to analysis of different metal compositions of the zinc alloy called zamak.
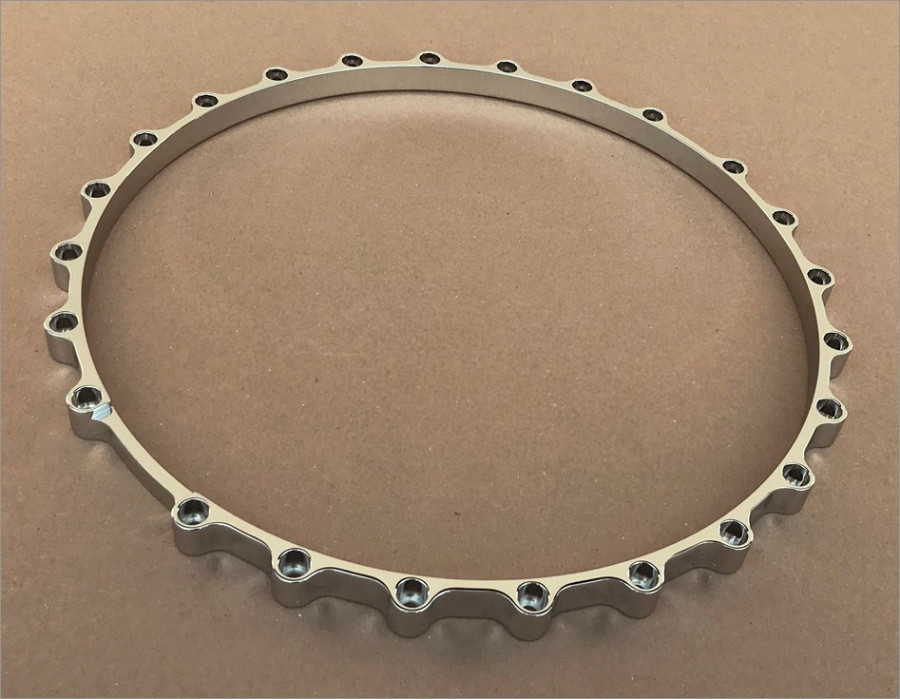
 From the tool machinery professional point of view, the flange had a very complicated shape that required elaborate consultancy on the shape and size of the sprues [passages through which a molten material is introduced into a mold], runners, overflow wells and venting holes, ejector pins and cooling channels. All these features, together with the injection unit, influence the final structure of the casting, which has to be compact. All casting flaws and porosity would be clearly visible after surface finishing and nickel or gold plating.
From the tool machinery professional point of view, the flange had a very complicated shape that required elaborate consultancy on the shape and size of the sprues [passages through which a molten material is introduced into a mold], runners, overflow wells and venting holes, ejector pins and cooling channels. All these features, together with the injection unit, influence the final structure of the casting, which has to be compact. All casting flaws and porosity would be clearly visible after surface finishing and nickel or gold plating.
Due to recent advanced technologies I was able to watch a software simulation of the die casting process after the mold construction had been designed by the main engineer. During the simulation, critical profiles causing difficult flow of injected alloy can be discovered, which may cause faster cooling process and imperfections of the final cast. This way it is much easier to design shape and size of sprues, gating cuts, size of overflow wells and venting holes.
The next logical step was to finalize the mold design, approve required production measurement tolerance and finally launch the mold production. Believe me, one of the toughest tasks was to persuade the management of the company I entrusted myself to that not only automobile industry demands measuring within a hundredth or a thousandth of a millimeter accuracy (or 0.001–0.0001 inches). And that even banjo players or builders (“pluckers” as the engineers called them) insist on measuring accurately, and one tenth or a hundredth of a millimeter is a huge tolerance for them. I guess that not everyone knows that the mold itself is a huge 24” by 24” by 12” block of steel weighing over 1200 pounds. In April 2014, after six months of the project, we were ready to carry out our first test pouring. Despite the competence and experience of the construction team, we discovered the mold had to be redone. They failed to calculate correctly the tolerance for contraction, so the final cast was smaller by one millimeter in diameter. After the next test pour, which took place in July, it was clear we were on a right path. A few other tests followed in order to fix subtle corrections and mold adjustments, as well as to make the pouring process perfect. Finally, we had the cast without flaws and defects.
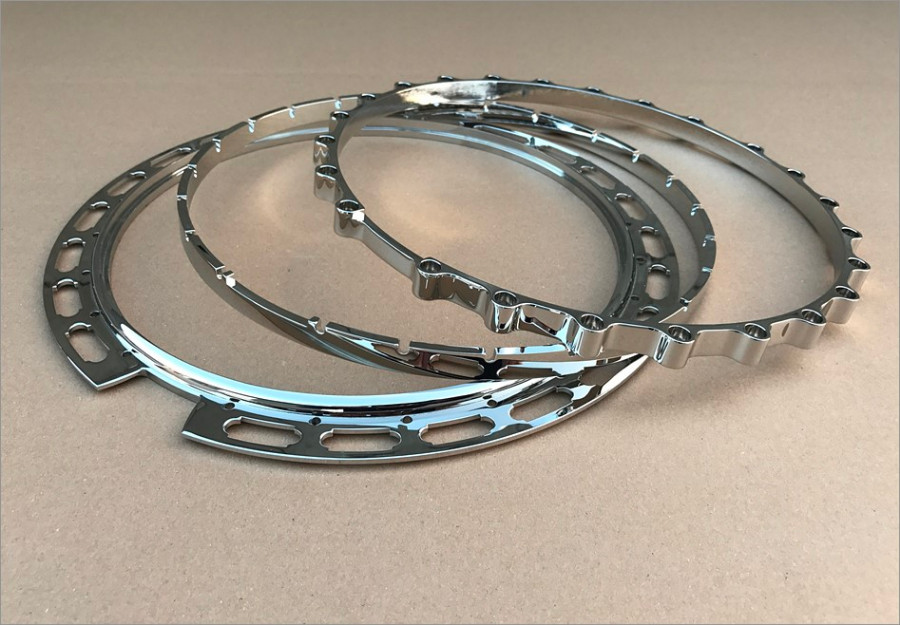
At the beginning of September, almost a year from the project kick-off, we were able to pour the 200 piece batch of the New Prucha Flange. In the meantime we had to make tools for cutting off the sprues that remain on the cast after removal from the mold, cleanup cut-ins of the oval holes and neck cut-away on the flange. We had to agree upon and test the proper technology of how to turn outer and inner diameter on a CNC lathe, for which I had to design a special clamping unit that also allowed me to make sure that after machining, the flange holes for hooks would run evenly with both inner and outer diameters. Perfect fitting to a banjo rim is a key operation that allows a flange to function properly. When it is fitted to the rim loosely it may cause deformation or warping. One of the biggest challenges was the polishing and perfect nickel plating processes. Everything had to be worked out in detail and elaborately finalized; we wanted our flange to be absolutely the best in the current market. We wanted it to look as close as we could get to the old one. We’re proud that the entire project was driven by our study of old technologies and working processes, gathering all available information and respecting the tradition that you can touch and feel any time you hold the old prewar flange in your hands.
Mold production is very difficult and patient machinery work—it is actually my original profession. I believe that combination of my professional machinery skills and deep knowledge of banjo construction is the reason we are offering the top quality onepiece banjo flange today. I am amazed by the skills and dexterity of the craftsmen and machinists in the old days who couldn’t take advantage of today’s technologies and I am still astonished by the perfection of their work.
We presented our New Prucha One-Piece Flange during 2014 IBMA in Raleigh, NC, and after initial positive reviews we expect extensive interest. And I can’t wait to face another challenge!
Yours, pruchabanjos.cz
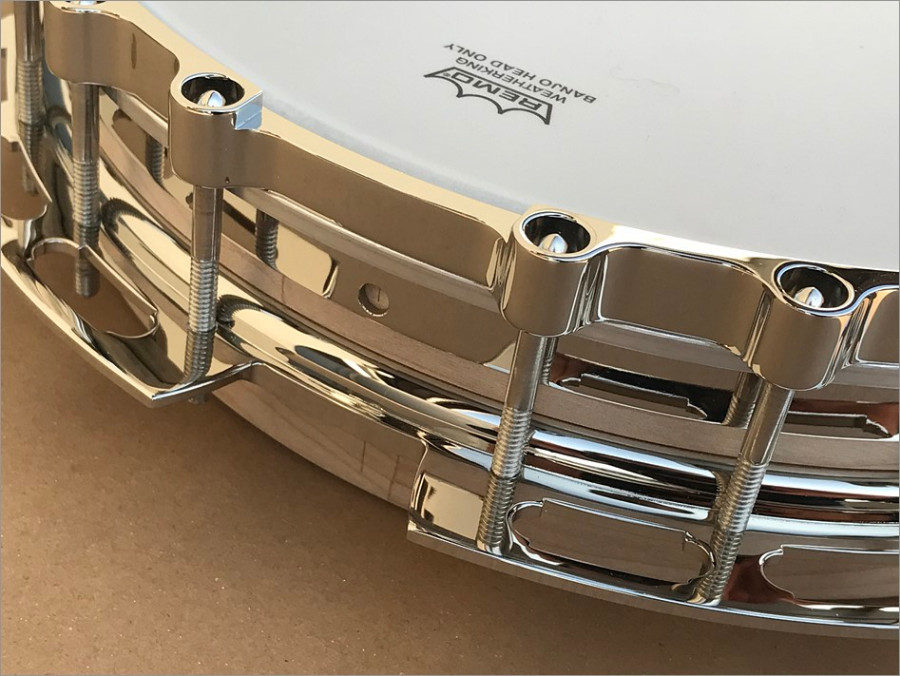
New prucha POT METAL TENSION HOOP AND TOP TENSION HOOP
Back in 2014 I poured the first batch of our Reissue Prewar Specs One Piece Flange (see BNL March 2015). I was happy and satisfied but also tired and exhausted, after more than a year of hard work. And when I say exhausted, I also mean exhausted financially, because the cost of the new mold that had to be made was quite high, taking into account the size and revenue of our company. I could have been satisfied, especially after we had eliminated some problems and perfected the nickel-plating process. Nickel plating, by the way, can be a nightmare, but by improving our procedures and technology we have reached a very high standard. Judging from conversations with experienced music instrument makers, I know that most of our customers have no idea how many operations and how miuch prep work needs to be done, with nickel plating in particular, and especially how many times I must handle a single flange in the manufacturing process. A recent visit to see Jim Mills woke me from my self-satisfied hibernation. We were sitting in Jim’s showroom, picking his prewar Gibsons and chatting about our new flange. He closely inspecting our product and was generous with his praise. “Hey Jarda,” he said, “have you ever considered producing pot-metal tension hoops?” I remember feeling dizzy. I thought I might have misheard him, and after my heartbeat got back to normal, our debate unfolded intoan analysis of how one might produce a tension hoop mold.
The vast majority of Gibson banjos from the late 20’s and 30’s utilizing one-piece zinc flanges also featured pot-metal zinc tension hoops. This fact remains the main incentive supporting our decision to initiate prewar reissue tension hoop production. Period.
“Jim Mills here…of Jim Mills Banjo Inc…and although I deal exclusively in Original Pre War Gibson Banjos and Parts, I have closely followed Jarda Prucha in all his endeavors into creating the very best Pre WWII-era replica banjo parts on the market…and in my opinion there is none better in quality or workmanship.”
Back in the day, the Gibson factory introduced both zinc cast one-piece flanges and tension hoops as part of cost saving measures. These new parts were also easier to manufacture. Pot-metal tension hoops were a little less heavy then their brass predcessors. The total weight of a banjo is often a hot topic in the banjo community—does it affect the sound? Do pickers prefer lighter or heavier banjos? We don’t know the definitive answers, but we know for sure that there is a big group of players, luthiers, collectors and other banjo geeks who just prefer pot-metal cast tension hoops on their instruments. Prewar-era tension hoops had their drawbacks. The early versions, especially, had a tendency to warp or break, and engravings and nickel or gold plating were not easy to apply on zinc alloy, and didn’t last long. On the other hand, warping and breaking was often caused by bad manipulation—overtightening the hide head and/or frequent adjustments of the head tension, but also by the poor quality of the metal plating and by mistakes in the pouring process; adding too much lead to the alloy, for example. Being aware of all the above-mentioned pitfalls, I made sure to assess all the pros and cons by learning as much as possible from respectable and experienced experts in the banjo community—Jim Mills, Steve Huber, Paul Hopkins and Eric Sullivan, etc.
“Gibson switched from brass tension hoops to pot metal—a change that was most likely cost-driven—on many models in 1929. Many true prewar aficionados prefer the pot metal tension hoop. Mr. Prucha has done a fine job with his new pot metal hoop and I’m proud to use them on my banjos.” - Steve Huber
So here I was again, facing another big, financially-demanding challenge. I returned home to Czech Republic with a decision I had to make.... The first thing I decided was to make a phone call to Vlada Ptacek, my current supplier of brass hoops. Would he also like to produce the zinc hoops for me? His answer was no; he was clearly aware of the investment that needed to be made. So okay, he didn’t make my day any better.... Still hesitant, I started to measure the prewar tension hoop sample we had bought from Jim Mills. Pondering about the new blueprint, I have finally made the decision to kick off the project. The company that originally made the flange mold for us came up with even higher estimate for the new tension hoop mold. I had to inquire somewhere else. I addressed several companies competent in producing molds for zinc pressure casting, but all offers were much too pricey. Eventually, driven by our experience with the one-piece flange project, I decided to sign up with a company that had no previous experience with the production of similar molds, resulting in lower expenses but also necessitating my personal involvement in the project. My involvement meant responsibility for calculations of contraction tolerance, design of sprues and venting holes or overflow wells, etc. History repeated itself; the assigned engineer (an expert in zinc casting) didn’t take into account my previous experience and “feel,” and designed the mold by himself. That mold didn’t work out, and had to be re-designed (without the assistance of the assigned engineer) according to my initial proposal. This complication meant a delay of several months, but the final result was excellent. Small improvements repaired small issues with porosity of the casting, and then the final product was up to our standard of quality.
“Thanks for the hoop. If you truly want the old pre-war sound of a mid 30’s flathead, you need the pot metal hoop!!” - Paul Hopkins
Into the mold construction, I included interchangeable inserts of different shapes which have been a big asset for our other projects. After pressing our two initial pourings, I defined the processes for inner and outer machining, buffing and final copper flashing and nickel plating. The tension hoop production was finally on its way. The more I immersed myself into the project, the more challenges I found. In my profession I’ve always noticed a shortage of top-tension hoops. Top-tension banjos were historically produced in very limited quantities and therefore no one ever came up with a top-tension mold. Producing these parts by machining a bulky piece of material is extremely complicated. I decided to reach even deeper in my pocket and pay for production of another mold insert in the shape of a top-tension hoop. I was lucky that I could inspect the original prewar top-tension flathead banjo owned by my friend, collector and picker Martin Mikulas, who purchased it several years ago from the famous Dick Smith. Again, the measuring took a while, but having the previous experience with the flange preparation work we had a lot to build on. My essential goal was to produce my top-tension hoops as close to the prewar original as I could get. After several months of work, I can say I am very satisfied with the results, and am glad we can satisfy the builders, players and fans of top-tension banjos. After the initial investment into the molds, our financial burden was not over. To make the production process effective we had to make 400–600 prints from each pouring, which takes approximately one shift in a factory. Companies producing spare parts for the auto industry wouldn’t even rent their manufacturing press line for a shorter period of time. People might not realize how much money we had to invest into raw pressings; these unfinished products lay stockpiled in our workshop waiting for further treatment and finishing for months. Only after they are sold can we hope to get our money back.... I’m certain that the final price tag of a flange or tension hoop should be at least twice as much as it is today, as well as the price of new banjos made by renowned producers, but persisting overproduction of cheap Korean or Chinese parts and instruments push the value of quality instruments down. I often wonder why this mass overproduction has influenced the customers who are willing to overlook immense optical, functional and also acoustic flaws of these so-called instruments.
Jarda, building banjos with your parts is much easier. Thanks! - Eric Sullivan
But to be positive, we can assure our fans and customers that due to the extreme quality of our molds, our products will be available at the market even in 20 years from now. The production has been slowly taken overby my son Jan, who has become an integral part of our company. Mostly, all reputable producers of top-quality instruments have been using our parts and components, so in the future it will not be a problem to buy or change any damaged or defunct part.